- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

LED boru korpusları üçün alüminium profillərin ekstruziya istehsalından əvvəl diqqət yetirilməli olan məsələlər
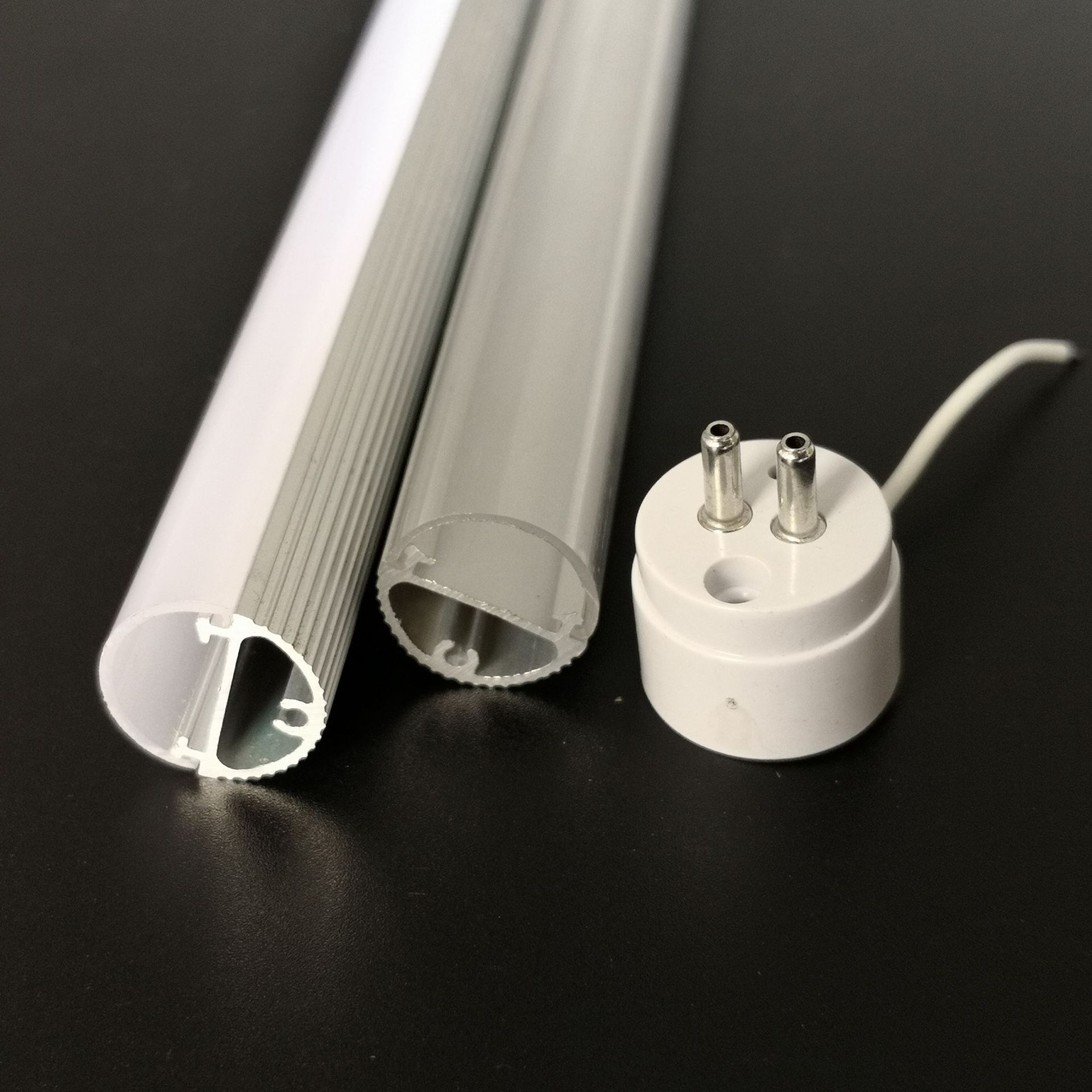
JE şirkəti hər gün maşına çoxlu alüminium profil çıxarır. Şirkətimizin alüminium ekstruziyasının keyfiyyətini və dayanıqlığını necə təmin etdiyi ilə maraqlanırsınız? Əslində, ekstruziya prosesinin hər bir addımı çox vacibdir. Bu gün redaktor sizi JE şirkətimizin alüminium ekstruziyasından əvvəl ehtiyat tədbirləri ilə tanış edəcək:
(1) On-line və off-line kalıbın ölçü dəqiqliyini, sərtliyini və səthi pürüzlülüyünü aşkar etmək üçün qabaqcıl alətlərdən istifadə edin. Yoxlamadan və qəbuldan keçən qəliblər qeydiyyata alınır, anbara qoyularaq şelfə qoyulur və istifadə edildikdə qəlib dəliyinin cilalanması üçün işçi kəmər çıxarılır və təxribat qəlibi, profil qəlibi, qəlib yastığı yığılır və yığılır. yoxlanılır və düzgün olduğu təsdiq edildikdə, qızdırmaq üçün maşına göndərilir;
(2) Maşın təyin edilməzdən əvvəl alüminium profilli ekstruziya aləti və kalıbının istilik temperaturu: ekstruziya silindri: 400-450 °C, ekstruziya yastığı: 350 °C, kalıp yastığı: 350-400 °C, düz kalıp: 450- 470 °C, parçalanmış qəlib: 460~480, saxlama müddəti kalıbın qalınlığına (1,5) görə hesablanır.~2 dəqiqə/mm);
(3) Alüminium profilli ekstruziya alətinin və sobada kalıbın qızma müddəti 10 saatdan çox ola bilməz. Vaxt çox uzun olarsa, kalıp çuxurunun işçi kəməri asanlıqla korroziyaya məruz qalır və ya deformasiya olunur;
(4) Alüminium ərintisi profillərinin ekstruziyasının ilkin mərhələsində təzyiqin yavaş-yavaş tətbiq edilməsi lazımdır, çünki təsir qüvvəsi kalıbın bloklanmasına səbəb ola bilər. Kalıp tıxanıbsa, kalıp çuxurunun işçi kəmərinin əzilməsinin qarşısını almaq üçün maşını dərhal dayandırın.
JE LED boru korpuslarının istehsalında ixtisaslaşan bir zavoddur, daha çox boru yuvası üçün müraciət edin:
https://www.jeledprofile.com/led-tube-housing
Ətraflı məlumat üçün əlaqə saxlayın:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti